

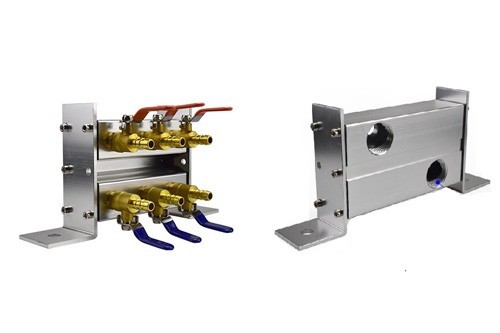
DLA型点冷管:
适用于:模具型芯针,行位等位置的点冷却,冷却水可形成回流。
借鉴德国/日本理念设计
制造材质采用不锈钢和铜,不会生锈
耐温0~280℃;耐压10Mpa
组装为螺纹紧固,方便快捷决不漏水
DLA型点冷管水路连接方式分铜管和高温尼龙管2种
维护保养铝合金压铸模具的方法
,铝合金压铸模具养护专员,在对模具进行维修和养护过程中,必须严格的按照执行标准来操作,不可以因为便利性,而改变死亡规模。假设这种情况发生,导致原规模发生了改变,对于后期大货生产的质量把握将会有严重影响,而由于质量事故导致的损失也将是巨大的。
第二,严格按照工厂《模具维修保养管理规定》来执行养护维修工作。
在铝合金压铸模具的维修中,模具修理工如果缺乏使用的相关知识。比如说,在模具进行抛光的过程中,修理工用粗油石对模芯进行抛光,或者在抛光机上安装很多叶轮,这样子操作不仅在模芯的外表面会形成很深的痕迹,而且在模芯的表面上会损伤渗氮层,使的压铸停止。
第三,对于易损件这块,应该仔细的检查它们有没有用扭曲、裂纹等现象发生。假如有,必须要及时的更换,如果说没来得及做更换,有可能造成了极大的人力和时间浪费。
第四,模具的所有活动件、连接件、螺丝等应作平滑防锈处理。
第五,模具管理员需要随时随地的检查其维修的具体情况,且需要注意其它细节,做好维修保养记录非常重要,方便后期查询。
模具冷却如何提高压铸模型芯寿命?
、材料控制:选择优质的模具钢,进行热处理时控制硬度到46HRC。别太硬,越硬越容易坏。
第二、模具冷却系统中的型芯设计:前端应为不利角,倒R0.25,根部无利角,C角处允许尺寸内以R过渡。以C角或R便于后加工或装配。在容易断裂其他控制改善后,可设计缩短型芯尺寸,才用后加工处理。出模斜度在允许范围内做到小头下限,大头上限。
第三、模具冷却系统中的流道设计应避开型芯,以免高温冲击。超出直径16MM以上可加冷却处理。碰穿孔预留热膨胀位置0.15~~0.20MM。
第四、模具压铸过程中的控制:铝液温度保持稳定,避免急剧变化,欲热处理。喷涂离型剂以油性为主。更换某断裂型芯时,检查其他配件是否有轻微裂纹现象,建议替换所有的。
第五、模具冷却系统应用中应经常统计型芯使用寿命,在允许条件下保养维护时予以更换。
模具温度是一个非常重要的工艺参数之一,它不仅决定铸件质量,而且还严重影响模具使用寿命和生产效率。因此要保证参数可控,尽量采用自动温度控制系统。压铸模具温度控制是一个多种方式的结合,不能认为只采用一种温度控制方式就能控制好模具温度,要针对压铸生产过程中以及压铸模具的不同情况,采用不同的温度控制方法。 随着压铸技术的发展,新的温度控制方式也在不断的更新中,新的方法的运用肯定能进一步提升模具温度控制的水平,为生产更快、更好的压铸件做出贡献。